A través de este proceso nos es posible realizar dobleces en la lámina en todos los ángulos requeridos por los clientes.
Este proceso consiste en realizar una transformación en la plasticidad de una lámina metálica y convertirla en una pieza con forma geométrica distinta a la anterior. En cualquiera de los procesos de doblado deberá tenerse en cuenta los factores que influyen en la forma de la pieza a obtener.
Factores que intervienen en el doblado y curvado de chapa
Elasticidad del material: Es el factor que influye en la recuperación del material, deberemos acentuar los ángulos de doblado. Por tanto, si queremos realizar un doblado tendremos que hacerlo en un valor superior al requerido para compensar dicha recuperación elástica.
Radio de curvatura: Influye en la variación de espesor de forma decisiva. También en la aparición de grietas y posteriores roturas. Debe evitarse siempre los doblados sin radio interior.
Sentido de las fibras: Dependerá del laminado previo a la que ha sido sometida. Por tanto, el sentido en la que están las fibras será de gran importancia porque si realizamos un doblado en contra de la dirección de las fibras, la pieza a ensayo tendrá peor comportamiento, peor calidad y una peor durabilidad que si se hubiera hecho a favor de las fibras.
Al realizar una operación de doblado, lo que estamos haciendo es una pequeña deformación del material. Un ligero desplazamiento molecular en aquella parte en la que se efectúa el doblado.
Fenómenos que se producen en el doblado y curvado de chapa
Al realizar el doblado y curvado de chapa lo que estamos haciendo es comprimir su parte interior y estirar su parte exterior. En consecuencia, las fibras del material sufren en la zona de doblado. Cuanto menor sea el radio que se pretenda conseguir, más intensas serán las solicitaciones.
Radio interior más pequeño que se puede lograr para un material determinado.
La chapa al ser comprimida o estirada por ambas partes las partículas cambian de posición. Existe una zona neutra donde las tensiones son nulas y donde no existe una deformación, llamada zona o línea neutra. La descentración del eje neutro depende en gran parte, del espesor de la pieza y del radio de doblado.
La denominación de la zona neutra será de un gran interés, ya que será fundamental para calcular la longitud de los perfiles doblados. Tiende a desplazarse hacia el interior de la curvatura cuando más pequeña sea la relación.
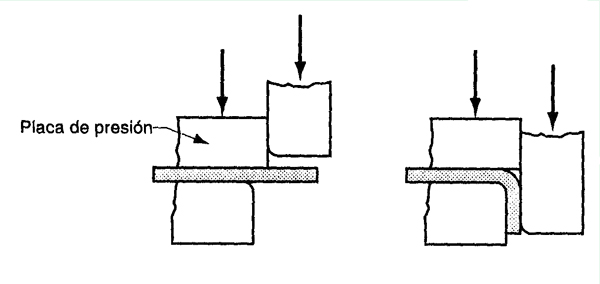
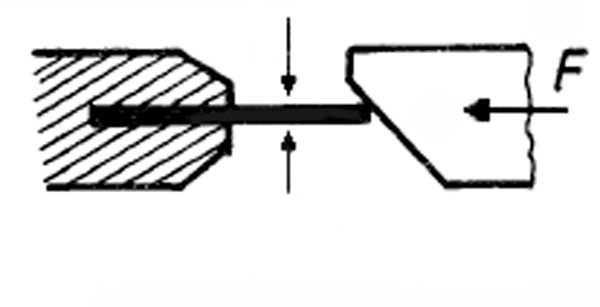
Métodos de doblado
Acción central: es un doblado empleado para curvar grandes perfiles.
Acción lateral: se obtienen perfectos doblados, debido al pequeño brazo de palanca en el que actúa el punzón. Es el sistema más empleado para el doblado de pequeñas piezas.
Acción frontal: utilizado principalmente en perfiles para doblados cerrados o curvos.